建科机械钢筋桁架生产线解决方案
时间:2012-07-06
浏览:3127 次
【字体:
大 中 小】
满足我国建设世界一流高速铁路的技术要求,铁道部近年来全面引进了国外高速铁路无碴轨道系统的设计、制造、施工及相关接口技术。目前国外发达国家轮轨式高速铁路多采用无碴轨道,而“双块式轨枕” 无碴轨道分别在武广、郑西等客运专线轨道结构工程中全线应用.“双块式轨枕”中的钢筋桁架为轨枕主要钢骨。
钢筋桁架焊接生产线目前国际上也只有奥地利EVG、意大利MEP等极少数企业专业生产制造。我们打破国外该行业的垄断,引进吸收国外该行业先进技术和成熟的经验,自主研发生产制造。钢筋桁架焊接生产线将放线、矫直、弯曲成型、焊接一次完成。具有焊接质量好,速度高,工人劳动强度小,生产效率高的特点。我公司研发生产制造的钢筋桁架焊接生产线也填补了我国钢筋桁架焊接设备的空白。
- 该生产线仅需一人操作,是中国目前唯一的高效、全自动化桁架生产线,已广泛用于中国高速铁路各项目部及民用建筑等领域。
- 电控系统采用进口数控伺服及PLC,可以保证快速稳定生产及生产桁架精度高。
- 数控收集机构自动将剪切好的桁架进行收集及输送,形成自动化生产,减少人工,提高效率。
- 焊接控制等其它零部件均采用国际知名品牌,使用寿命长,性能稳定
成品的技术要求
- 该生产的最大的生产速度为每分钟直线长度20米
- 整套生产线只需要一到二名操作人员
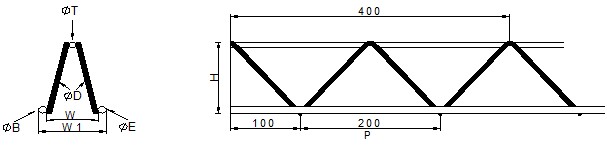
成品的规格范例
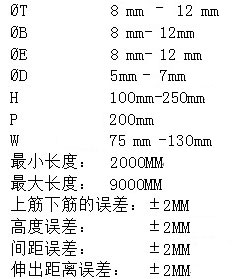
布局示意图
原料部分
- 1 – 盘条钢筋放线架
- 2 – 矫直机构
- 3 – 储存缓冲机构
- 4 – 终端矫直机构
主机部分
- 5 – 压形机构
- 6 – 焊接主机
- 7 – 牵引机构
- 8 – 剪切机构
桁架收集机构
电控系统
设备的各组成部分
原料部分
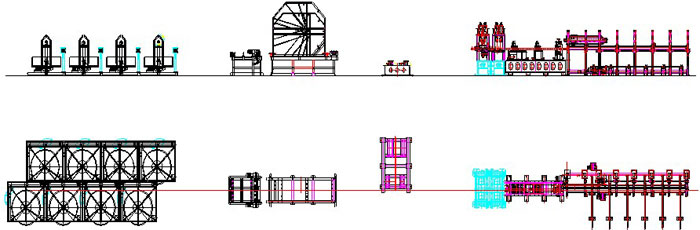
1 – 盘条钢筋放线架
- 共有五套盘条钢筋的放线架,采用旋转的放线方式
- 每套放线架配置有独立的气动式制动装置
2 – 矫直机构
- 三根主筋采用旋转体式矫直的方式
- 两根腹杆采用辊压式的矫直方式
3 – 储存缓冲机构
- 储存缓冲机构可存储三根主筋及二根腹杆筋,通过检测开关来控制其工作和停止
- 如果盘条供应出现问题,设备可以自动停止
4 – 终端矫直机构
- 采用五辊矫直方式
- 该机构对于调整桁架产品的直度好坏有很关键的作用
- 每根钢筋可以单独调整
5 – 压形机构
- 采用气动式的压形机构
- 速度可以无级调整
- 间距可以无级调整
- 高度可以调整
6 – 焊接部分
- 共有四套焊接系统,分别焊接上下各两个点
- 共采用六台台焊接变压器,其中两台功率为200KW另外四台功率为100KW
- 采用气动夹紧的方式,焊接气缸采用优质品牌
- 焊接电极采用稀土合金的材料
- 配有定位机构,保证焊接的形状和尺寸
7 – 桁架牵引机构
- 采用伺服电机来控制步进的距离,精度准确
- 速度无级可调,可根据实际条件和要求调整
- 夹紧方式为气动
- 传动方式采用曲柄连杆机构
8 – 剪切机构
- 剪切方式采用机械传动的方式
- 剪切速度快,焊接不需要停机
9 – 自动收集码放机构
- 自动收集机构使整机连续生产,不需要停止,提高效率
- 对于长短不同尺寸的桁架都可以进行收集
- 桁架的自动收集、码放及出运全部是全自动的完成
10 – 电器控制系统
- 采用日本三菱的控制系统
- 伺服电机采用日本安川的产品
- 变频器也采用日本进口的品牌
- 显示器采用日本三菱的产品
11 – 操作系统
- 操作按钮等零件采用优质的产品
- 设备的操作及调整方便
- 速度、焊接参数等操作方便
技术参数
|
外部电源要求
|
380 [V]±10% – 50 [Hz] ±1%
外部变压器不低于800KVA
|
|
功率
|
焊接功率为800KVA,其他功率60KW
|
|
平均耗电量
|
60-90度/吨
|
|
最大生产速度
|
20米/分钟
|
|
空气
|
耗气量 (洁净、干燥无油污l)
|
1.5 [m3/min]
|
|
气源压力
|
0.8Mpa
|
|
冷却水
|
用水量 (洁净无杂质)
|
0.5 [m3/min]
|
|
压力
|
0.2-0.3Mpa
|
|
温度
|
30 [°C]
|
|
工作条件
|
温度
|
0 – 40 [°C]
|
|
设备占地面积
|
38m X 4m X 2.5m
|
|
原料类型
|
冷拔光圆低碳钢筋或冷轧带肋钢筋
|