建科机械“双块式”轨枕钢筋加工解决方案
时间:2012-08-21
浏览:4039 次
【字体:
大 中 小】
前言
为满足我国建设世界一流高速铁路的技术要求,铁道部近年来全面引进了国外高速铁路无碴轨道系统的设计、制造、施工及相关接口技术。目前国外发达国家轮轨式高速铁路多采用无碴轨道,而“双块式轨枕”自在武广、郑西等客运专线轨道结构工程中全线应用后,已经扩宽到隧道等多个领域的广泛应用.“双块式轨枕”中的钢筋主要有以下两种主体结构。
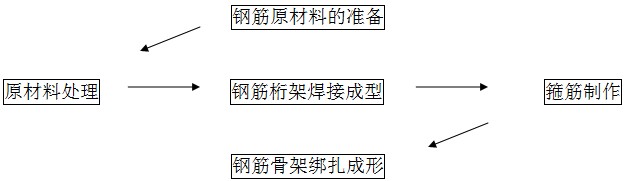
其钢筋加工主要工艺流程如下:
完成以上工艺需配备的设备如下:
|
设备名称
|
型号
|
数量
|
功能
|
|
冷轧带肋生产线
|
LZ-9
|
1
|
钢筋原材处理
|
|
钢筋桁架焊接生产线
|
SJL320D
|
1
|
桁架骨架焊接
|
|
高效数控弯箍机
|
WG-12B
|
1
|
箍筋制作
|
|
钢筋对焊机
|
UNJ-25
|
2
|
盘条钢筋对接
|
设备详情介绍
一、冷轧带肋钢筋生产线
轨枕中的钢筋原材规格常见的规格有Φ7,Φ10,Φ12等几种规格。“双块式轨枕”所需钢筋据德国提供的技术参数符合BST500标准,按照我国标准符合国标冷轧带肋钢筋CRB550。目前我公司与钢铁研究总院联合研发了将盘圆钢筋冷轧加工成带肋钢筋的高度自动化设备-冷轧带肋钢筋生产线,普通钢筋经过该设备加工直接后可达到该材料使用要求的带肋钢筋,大大降低了客户的原材采购成本。

设备详情介绍
- 1.线材输入规范:直径范围5.5—13mm
- 2.抗拉强度最低为:440—480mpa
- 3.碳含量:0.14-0.22
轧制生产线基本规范:
- 1.轧制减径次数:2次
- 2.最大轧制速度:9米 /秒
生产线设备配备和性能:
1.高架放线机构:
- 1.盘形钢筋放线架两套,每套可承重2.0吨,采用两套液压自动上料台
- 2.放线架采用液压控制,可以放置水平位置,放好钢筋后,再自动将盘条立成垂直
- 3.高架放线总高度为7米,容易将钢筋分离,便于冷轧机高速工作并可有效防止钢筋乱线
- 4.高架放线机配有上下移动的进料漏斗,出现打结等意外情况可触动紧急停车开关
- 5.升降系统采用电动葫芦(1吨)
2.机械除锈装置︰
- 1.采用六只辊轮设计以去除氧化皮(铁锈),便于下一步的加工
- 2.上面两个辊轮采用自动方式进行上下位置的调整,以满足不同钢筋直径的要求
- 3.六只辊轮的表面堆焊高强度合金材料,使用寿命长久
- 4.除锈装置下方设有缷料口,清除氧化皮(铁锈)非常方便
- 5.设计有全套的安全防护罩,大大提高安全等级,避免意外事故
- 6.全封闭的防尘装置也避免了环境污染及对操作人员的伤害
3.润滑粉涂抹机︰
- 1.润滑粉以减少对钢筋的磨损,及方便在旋转盘上的缠绕
- 2.润滑粉控制电机功率1.5千瓦
- 3.封闭设计以促进润滑粉充分利用
- 4.回收装置以减少润滑粉的浪费
4.二台轧机︰
- 1.允许工作的原料直径为:5.5-13.0mm
- 2.轧制成品规格:5.0-12.0mm
- 3.辊片尺寸:Φ150×Φ90×15(20)
- 4.本生产线配备一台轧机刻痕,一台轧机减径,大大提高了生产效率
- 5.轧头采用专利技术制造,调整方便,寿命长久
- 6.水冷循环系统提高辊片的使用寿命及冷轧钢筋的成品率
5.立式拉拔机:
- 1.立式拉拔机为我公司最新技术,占地面积小,结构紧凑,稳定性好
- 2.采用三层卷筒, 直径Ф583XФ748XФ753mm
- 3.卷筒的表面堆焊高强度合金材料,使用寿命长久
- 4.驱动电机为交流变频电机,185千瓦,4级
- 5.采用交流变频调整, 速度可以无级调整,操作方便
6.应力消除装置︰
- 1.以消除成型钢筋内部应力,提高钢筋强度
- 2.采用九辊平放方式组成应力消除装置,变化直径调整方便
- 3.所有的去除应力辊表面堆焊高强度合金材料,使用寿命长
7.收线机:
- 1.配有二只卡口设计的工字轮收线轮,卸线快速方便
- 2.Φ1250×Φ630×800(绕线宽度)×940(宽)
- 3.交流变频电机,45KW,6级;交流排线电极2.2KW,6级
- 4.收线机全液压控制(工字轮3.5吨的提升、移位、顶尖)
- 5.安全防护措施提高其安全性,如遇意外情况设备自动停机
8.电器控制系统︰
- 1.PLC选用三菱FX2N-64MR
- 2.直流调速选用西门子6RA70系列产品
- 3.排线交流变频器选用FUJI系列
- 4.电控柜配有冷却排风扇,照明及插座
- 5.电控柜配有电源主断路器
- 6.拉拔机驱动电机功率为185KW,收线机功率为45KW
该生产线已其优良的加工质量,高生产效率,低人力投入,良好的加工现场形象受到了广大客户的一致好评。
二、钢筋桁架焊接生产线
该生产线已其优良的加工质量,高生产效率,低人力投入,良好的加工现场形象受到了广大客户的一致好评。
设备详情介绍
钢筋桁架的生产与一般的钢筋加工有很大的区别,其要求更加严格,因此采用传统的人工式加工生产已远远达不到相应的要求,因此需要采用专用的钢筋桁架焊接生产线。钢筋桁架焊接生产线目前国际上也只有欧洲发达国家极少数企业生产制造,处于垄断地位,对建设施工方来说,因项目需要而投入设备成本极其高昂。我司为打破国外厂家对该行业的垄断,促进我国国内钢筋加工行业的发展,在国家铁道部工程管理中心与科技司的支持与配合下,引进吸收国外该行业先进技术和成熟的经验,自主创新,经过近1年艰苦研发,最终成功的研制出钢筋桁架焊接自动生产线。钢筋桁架焊接生产线将放线、矫直、弯曲成型、焊接、成品收集、码放等工作一次完成。具有焊接质量好,速度高,工人劳动强度小,生产效率高的特点。我公司研发生产制造的钢筋桁架焊接生产线也填补了我国钢筋桁架焊接设备的空白。
- 1.该生产线仅需一人操作,是中国目前唯一的高效、全自动化桁架生产线。该生产线将放线、矫直、弯曲成型、焊接、成品收集、码放等工作全部自动完成。已广泛用于中国高速铁路各项目部及民用建筑等领域。
- 2.电控系统采用进口数控伺服及PLC,可保证快速稳定生产及生产桁架精度高。
- 3.数控收集机构自动将剪切好的桁架进行收集及输送,形成自动化生产,减少人工,提高效率。
- 4.焊接控制等其它零部件均采用国际知名品牌,使用寿命长,性能稳定。
成品的技术要求
- 1.该生产的最大的生产速度为每分钟直线长度20米
- 2.整套生产线只需要一到二名操作人员
设备的各组成部分
原料部分
1.盘条钢筋放线架
- 1.共有五套盘条钢筋的放线架,采用旋转的放线方式
- 2.每套放线架配置有独立的气动式制动装置
2.矫直机构
- 1.三根主筋采用旋转体式矫直的方式
- 2.两根腹杆采用辊压式的矫直方式
3.储存缓冲机构
- 1.储存缓冲机构可存储三根主筋及二根腹杆筋,通过检测开关来控制其工作和停止
- 2.如果盘条供应出现问题,设备可以自动停止
4.终端矫直机构
- 1.采用五辊矫直方式
- 2.该机构对于调整桁架产品的直度好坏有很关键的作用
- 3.每根钢筋可以单独调整
5.腹杆压形机构
- 1.采用气动式的压形机构
- 2.采用气动式的压形机构
- 3.间距可以无级调整
- 4.高度可以调整
6.焊接部分
- 1.共有四套焊接系统,分别焊接上下各两个点构
- 2.共采用六台台焊接变压器,其中两台功率为200KW另外四台功率为100KW
- 3.采用气动夹紧的方式,焊接气缸采用优质品牌
- 4.焊接电极采用稀土合金的材料
- 5.配有定位机构,保证焊接的形状和尺寸
7.桁架牵引机构
- 1.采用伺服电机来控制步进的距离,精度准确
- 2.速度无级可调,可根据实际条件和要求调整
- 3.夹紧方式为气动
- 4.传动方式采用曲柄连杆机构
8.剪切机构
- 1.剪切方式采用机械传动的方式
- 2.剪切速度快,焊接不需要停机
9.自动收集码放机构
- 1.自动收集机构使整机连续生产,不需要停止,提高效率
- 2.对于长短不同尺寸的桁架都可以进行收集
- 3.桁架的自动收集、码放及出运全部是全自动的完成
10.电器控制系统
- 1.采用日本三菱的控制系统
- 2.采用日本三菱的控制系统
- 3.变频器也采用日本进口的品牌
- 4.显示器采用日本三菱的产品
11.操作系统
- 1.操作按钮等零件采用优质的产品
- 2.设备的操作及调整方便
- 3.速度、焊接参数等操作方便
技术参数
|
外部电源要求
|
380 [V]±10% – 50 [Hz] ±1% 外部变压器不低于800KVA
|
|
功率
|
焊接功率为800KVA,其他功率60KW
|
|
平均耗电量
|
60-90度/吨
|
|
最大生产速度
|
20米/分钟
|
|
空气
|
耗气量 (洁净、干燥无油污l)
|
1.5 [m3/min]
|
|
气源压力
|
0.8Mpa
|
|
冷却水
|
用水量 (洁净无杂质)
|
0.5 [m3/min]
|
|
压力
|
0.2-0.3Mpa
|
|
温度
|
30 [°C]
|
|
工作条件
|
温度
|
0 – 40 [°C]
|
|
设备占地面积
|
38m X 4m X 2.5m
|
|
原料类型
|
冷拔光圆低碳钢筋或冷轧带肋钢筋
|
三、高效数控弯箍机
在我国国内进行钢筋箍筋的生产时,主要采用的是传统的人工式生产。但因其生产方式落后、效率较低、生产出来的成品钢筋箍筋质量较差,且因原材需要提前调直定尺而会产生大量的钢筋料头,造成了极大的浪费。目前该生产模式正在被全自动化设备生产模式所取代。

该设备可将冷轧和热轧盘条钢筋进行矫直、切断和弯曲操作,用来加工结构梁或柱用箍筋,先进的工业计算机程序控制,可加工500多种不同形状的箍筋,自动化程度高,操作方便,生产效率高。
与传统工艺的比较:
- 1.箍筋的传统加工工艺一般是利用单机将盘圆钢筋经过调直、切断、弯箍等工序而分步实现。其工艺较为落后,不能满足现代施工进度的需要,且大量浪费钢材、占用较大的空间、用工多、生产率低、箍筋尺寸精度和形状精度差。
- 2.数控弯箍机采用意大利CNC计算机数字控制,自动快速完成钢筋调直、定尺、弯箍、切断。该机效率明显,可代替20---30名钢筋工人,它是欧洲钢筋成型加工业诞生的第一种自动化机械,率先进入市场,中国将会与世界同步。
|
设备技术参数表
|
|
单线加工能力
|
Φ5-12mm
|
|
双线加工能力
|
Φ5-10mm
|
|
最大弯曲角度
|
180°
|
|
中心销直径Φ
|
25-40mm
|
|
最大牵引速度
|
100~120m/min
|
|
最大弯曲速度
|
1100°/sec
|
|
长度精度
|
±1mm
|
|
角度精度
|
±1°
|
|
平均消耗电力
|
8KW/h
|
|
设备尺寸
|
8450-2688-2645mm
|
|
设备重量
|
4800Kg
|
|
设备功率
|
28KW
|
|
操作台尺寸
|
1150-680-500mm
|
|
操作台重量
|
75Kg
|